Угол скоса — это угол кромки реза
Резка с углом скоса 0° — это прямая резка перпендикулярно заготовке материала. В большинстве плазменных резаков вихревой поток плазмообразующего газа движется по часовой стрелке, поэтому более ровная кромка получается на правой стороне разреза при движении резака вперед. Типичные углы скоса для традиционных плазменных резаков лежат в диапазоне 1–3 градуса на «хорошей» стороне реза и 3–8 градусов на противоположной стороне. Системы плазменной резки со строгими допусками позволят получить еще меньшие углы скоса. Несмотря на то, что при плазменной резке определенный скос кромок неизбежен из-за формы потока газа, исходящего из сопла резака, этот скос можно минимизировать. Если угол скоса превышает 5 градусов, это может свидетельствовать о проблеме с параметрами машины плазменно-дуговой резки.
(Чрезмерный скос) Положительный скос
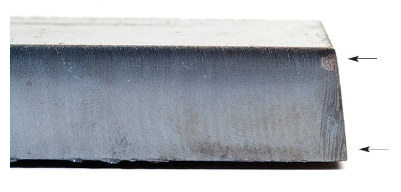
Положительный скос - верхняя грань детали меньше нижней
Эта проблема может быть вызвана износом сопла, большим расстоянием между резаком и заготовкой (соответствующим ему большим дуговым напряжением), неправильной силой тока или слишком высокой скоростью резки. Каждое их этих отклонений указанных переменных приводит к запаздыванию дуги, поэтому к верхней грани разреза прикладывается больше энергии, чем к нижней. В результате разрез получается широким вверху и узким внизу. Неправильное направление реза вокруг детали также может привести к формированию слишком большого положительного угла скоса. Деталь с чрезмерным положительным скосом по периметру может также иметь на нижней кромке затвердевшую полосу окалины, образовавшейся при резке на высокой скорости.
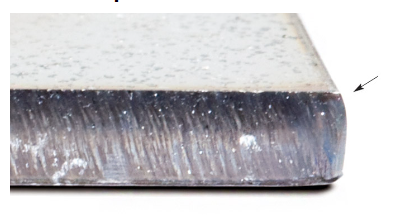
Отрицательный скос

Отрицательный скос - нижняя грань детали меньше верхней, подрезание
Эта проблема может быть вызвана недостаточным расстоянием между резаком и заготовкой (соответствующим ему низким дуговым напряжением), слишком большой силой тока или низкой скоростью. По этим причинам дуга снимает больше материала в нижней части листа. Обычно однообразный отрицательный скос по периметру детали сопровождается окалиной, сформировавшейся на низкой скорости резки.
Неоднородный скос
Положительная поверхность резки - положительный и отрицательный скос на одной заготовке
Как правило, эта проблема возникает при использовании неисправного сопла, отклонении резака от перпендикулярного положения или разбалансировке положения электрода и сопла. По этим причинам дуга отклоняется от прямой траектории при резке материала. Часто бывает так, что одна сторона квадратной детали имеет положительный скос, а другая — отрицательный. В поперечном сечении деталь выглядит как параллелограмм, а не прямоугольник. Иногда поверхность резки может быть неровной: вогнутой с одной стороны и выгнутой с другой. Все указанные характеристики — это признаки сильно изношенных или разбалансированных деталей

